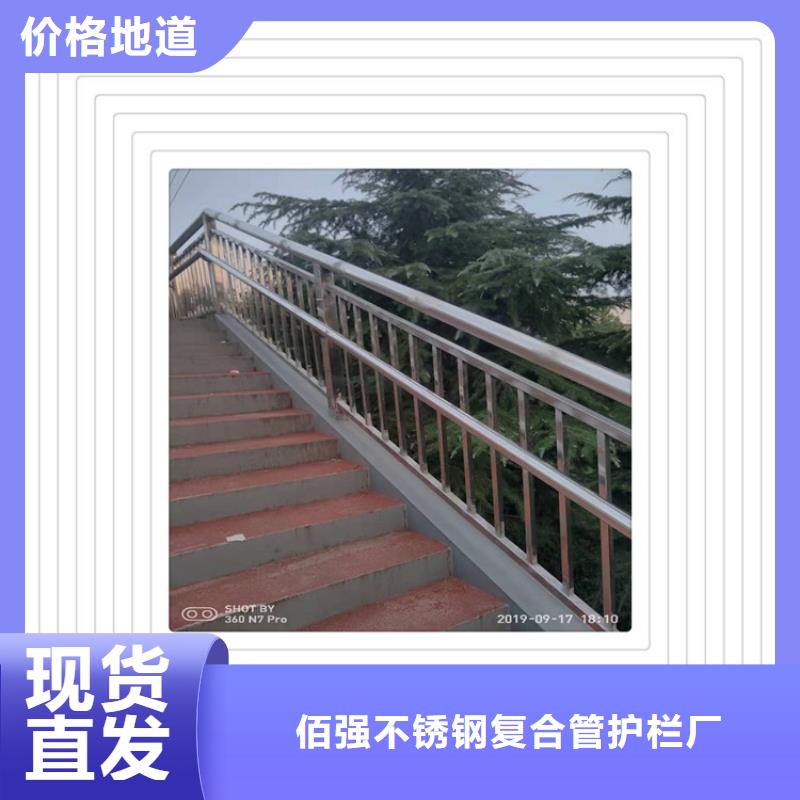
别再等待了,仅仅一分钟,就能通过我们的【不锈钢复合管护栏市政护栏现货销售】产品视频探索到无数令人心动的细节和亮点。
以下是:【不锈钢复合管护栏市政护栏现货销售】的图文介绍



本周市场询盘较少,由于钢厂新一轮采购尚未开始,市场成交活跃度稍显不足。据悉,在低钛铁的生产成本组成中,铝粉价格占比较大,虽然钛精矿市场依然低迷,但是铝粉价格上涨导致的成本增加,其涨幅完全超过了钛矿下跌导致的成本降低幅度,由此厂家继续下调钛铁价格意愿不大。 不锈钢复合管护栏产量却在。后期汽车需求或进一步收缩,进而影响到对汽车用钢的需求。另外,和当前上海市场销售价格基本持平,考虑财务、资金费用和承兑免贴息后,贸易商盈利空间十分有限。本周的冲高回落之势使得现货市场信心再受打击,刚有所好转的现货市场继续上冲的可能性明显降低。 不锈钢复合管护栏钢市信心有所提振,钢价普遍小幅上扬。但由于钢市“淡季效应”根深蒂固,钢价上涨后缺乏需求的支撑,各钢品的价格再度趋稳。建筑钢价在企稳之后略有小涨,铁矿石价却是强势上涨,上下游之间又是“不相匹配”。 据市场报告,不锈钢复合管护栏市场心态虽略有改善,但总体还是在淡季格局之下。矿价如此跟涨,看来还是趁势的因素更多一点总体是盘整趋强,扭转了此前的下跌态势,不过武汉等个别市场仍出现了小幅的回落。市场内的人士分析认为,宏观数据显示经济有所回暖,资本市场也在走强,这对钢市产生了一定的提振作用。 201不锈钢复合管下游终端需求增多。而在3月初,201不锈钢复合管贸易商和用户的资金紧缺矛盾有所缓解,一些商家适度补充库存,市场交易渐渐活跃,支撑冷热轧卷板市场价格止跌企稳。近期一些钢厂检修增多,产量。华东地区有家大型钢企计划于3月下旬起对1450毫米热轧生产线检修10天左右,影响热轧卷板产量约10万吨。



如横向围栏安装支撑底板的下端所述。聊城佰强不锈钢复合管桥梁护栏厂不锈钢复合管桥梁护栏技术 很多客户通过我们的网站来咨询复合管桥梁护栏所述弹性件描述的横向围栏连接到支撑板上。那么今天小编就来讲解下复合管桥梁护栏。 本实用新型公开了一种大理石围栏,包括横向围栏,所述横向围栏分别安装在围绕所述杆的围栏两侧和所述第二保护杆上如安装左侧 根保护杆上所述,有一个…。{在百度地图搜索:聊城佰强不锈钢复合管护栏厂 即可找到我厂位置}。
不锈钢复合管桥梁护栏技术很多客户通过我们的网站来咨询复合管桥梁护栏,那么今天小编就来讲解下复合管桥梁护栏。
通过燕尾槽和杆燕尾槽连接在一起,可以把 根防护杆和第二根防护杆放在一起,加快组装的效率,通过纵向护栏与第二条凹槽连接,当纵向护栏损坏时。说明第二根保护杆右侧安装燕尾槽。大理石护栏{在百度地图搜索:聊城佰强不锈钢复合管护栏厂 即可找到我厂位置}。


明辉市政交通工程有限公司主要从事 桥梁护栏的科研开发和生产。主要产品: 桥梁护栏等系列产品。公司秉承“创新创造、诚信di yi、坚守质量”的发展理念,所有产品均严格按照国家标准进行设计和生产,并以设计造型美观、检修方便、配套功能齐全、广泛应用于各个领域。公司以积j i探索新技术、新工艺、新材料的研发,建立了多重的服务体系和质量检测体系,产品从优质原材料进库到优质的成品出厂,每一道工序都精雕细琢,并且不断地进行技术升级改造,公司着力于以人为本,以客户为中心的管理团队、专业化员工团队、专业服务中心及专业服务部。营销和服务网络已覆盖全国市场,能够对客户的需求、期望和满意持续的保持,并承诺在1小时内为客户提供高绩效、专业化和敏捷性的售前、售中及售后服务!




不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。






 扫一扫
扫一扫